
Impianto Rimozione e Recupero dell’Azoto
In questi ultimi anni sono stati fatti grandi progressi nella realizzazione di impianti di digestione anaerobica per la produzione di biogas (o biometano). Oltre alla produzione del gas, con il processo di fermentazione si ottiene come residuo finale il digestato, il cui potenziale fertilizzante, grazie all’elevata concentrazione di azoto ammoniacale presente, viene molto apprezzato.
Tuttavia, proprio a causa dell’elevata concentrazione di azoto ammoniacale, lo spandimento diretto del digestato nei campi per la fertirrigazione delle colture aziendali genera delle conseguenze negative:
- La formazione di cattivi odori;
- L’emissione di ossidi di azoto (N₂O);
- La percolazione attraverso il terreno dei nitrati quali prodotti finali dell’ossidazione dell’azoto.
Nel caso in cui l’impianto di digestione anaerobica sia ubicato in zone agricole in cui vi è già un’eccedenza di azoto, sorge anche il problema del costo del trasporto fino al luogo dello spandimento. Poiché i costi di trasporto continuano ad aumentare, è inevitabile che si debba cercare di trattare il digestato in modo da ottenerlo in una forma più concentrata, se non addirittura solida.
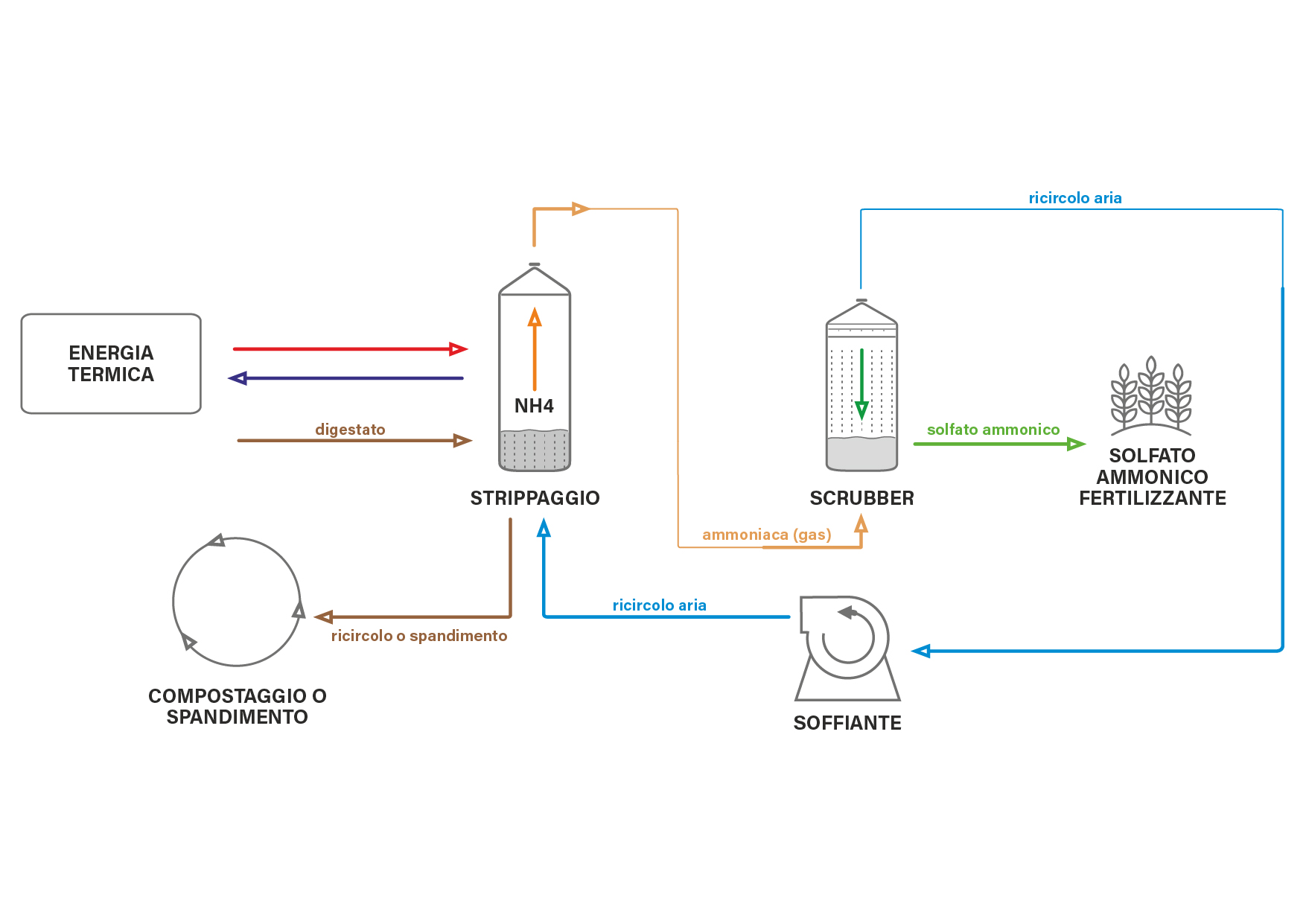
Per rimuovere e recuperare l’azoto, una valida alternativa rispetto ad altri trattamenti più costosi e complicati, è lo strippaggio a caldo ed il recupero come solfato ammonico. Poiché il fattore limitante per lo strippaggio ad alta temperatura è la richiesta di energia termica, la sua applicazione non può prescindere dalla disponibilità di una fonte energetica a basso costo, come quella fornita dall’acqua di raffreddamento dei cogeneratori.
Con la rimozione ed il recupero della maggior parte dell’azoto inizialmente presente nel digestato, si ottengono i seguenti vantaggi:
- Riciclo del separato liquido in testa all’impianto per diluire la biomassa;
- A parità di qualità/quantità di matrici in ingresso, si riduce la superficie richiesta per lo sversamento (Direttiva 676/91 /CEE, meglio conosciuta come Direttiva Nitrati);
- A parità di superficie di spandimento, è possibile aumentare la qualità/quantità delle matrici in ingresso.
Schema impianto
Vantaggi
Nessun rischio di occlusioni
Per la sezione di strippaggio si utilizzano reattori in cui non sono presenti superfici di contatto aria -liquido, come avviene nelle classiche torri con corpi di riempimento che si intasano velocemente a causa della concentrazione elevata di solidi sospesi e di alcalinità presenti nel digestato tal quale da trattare;
Semplicità di gestione
L’impianto può essere gestito anche da personale non specializzato, data la sua semplicità e la completa automazione del processo controllato mediante PLC;
limitato utilizzo di reagenti chimici
Non è necessaria l’aggiunta di soda caustica per correggere il pH del digestato per favorire lo strippaggio dell’ammoniaca;
Recupero dell’energia termica
L’energia termica necessaria per il processo viene recuperata dall’acqua calda prodotta dal raffreddamento dei cogeneratori;
Rapidità di costruzione
L’impianto è realizzato per assicurare dei tempi minimi di montaggio;
